
Pliki cookies niezbędne do prawidłowego funkcjonowania strony.

Technologie
Technologie zgrzewania tworzyw termoplastycznychOferujemy cztery technologie zgrzewania (spajania) elementów z tworzyw termoplastycznych:
Wszystkie metody wykorzystują zjawisko mięknięcia tworzyw termoplastycznych po podgrzaniu. W zgrzewaniu chodzi o to by podnieść temperaturę tylko tych miejsc, w których ma nastąpić połączenie elementów. Po uplastycznieniu powierzchni zgrzewu, detale są do siebie dociskane, co powoduje wymieszanie się uplastycznionych materiałów z obu detali i następuje trwałe połączenie. W mniejszym lub większym stopniu występują też inne mechanizmy łączenia jak: połączenia adhezyjne, atomowe i mechaniczne.
Różnica pomiędzy poszczególnymi sposobami zgrzewania sprowadza się do sposobu doprowadzenia ciepła w miejsca łączenia.
Zgrzewanie wibracyjne
Metoda pokrewna do zgrzewania obrotowo-tarciowego. W obu przypadkach ciepło potrzebne do zgrzania detali uzyskuje się w wyniku tarcia występującego pomiędzy dociśniętymi i wzajemnie poruszającymi się łączonymi powierzchniami.
Zgrzewanie wibracyjne przebiega na podobnej zasadzie, przy czym ruchomy z detali wykonuje niewielkie koliste ruchy względem detalu nieruchomego. Skok (średnica) tych drgań na ogół zawiera się w przedziale 0,2 - 2,0 mm, a ich częstotliwość sięga 200 Hz. W tym przypadku powierzchnia detali nie musi być kołowa.

Zgrzewanie obrotowo-tarciowe
Metoda pokrewna do zgrzewania wibracyjnego. W obu przypadkach ciepło potrzebne do zgrzania detali uzyskuje się w wyniku tarcia występującego pomiędzy dociśniętymi i wzajemnie poruszającymi się łączonymi powierzchniami.

Zgrzewanie obrotowo - tarciowe jest przeznaczone do elementów, których powierzchnie łączenia są kołowe i współosiowe. Najlepiej to widać na załączonych przykładach. Jeden z detali jest unieruchomiony w kowadle dolnym mocowanym do podstawy urządzenia. Drugi z detali wkłada się do kowadła zamocowanego do osi silnika. Ruch obrotowy z jednoczesnym dociskaniem powoduje wytworzenie niezbędnej ilości ciepła i zespolenie detali. Same detale nie muszą zachowywać symetrii współosiowej. Wzajemne prawidłowe położenie detali po zgrzewaniu zapewnia urządzenie. Metoda jest szybka i pozwala na uzyskanie połączeń wysokiej klasy nawet dla takich materiałów jak teflon.

Zgrzewanie ultradźwiękowe
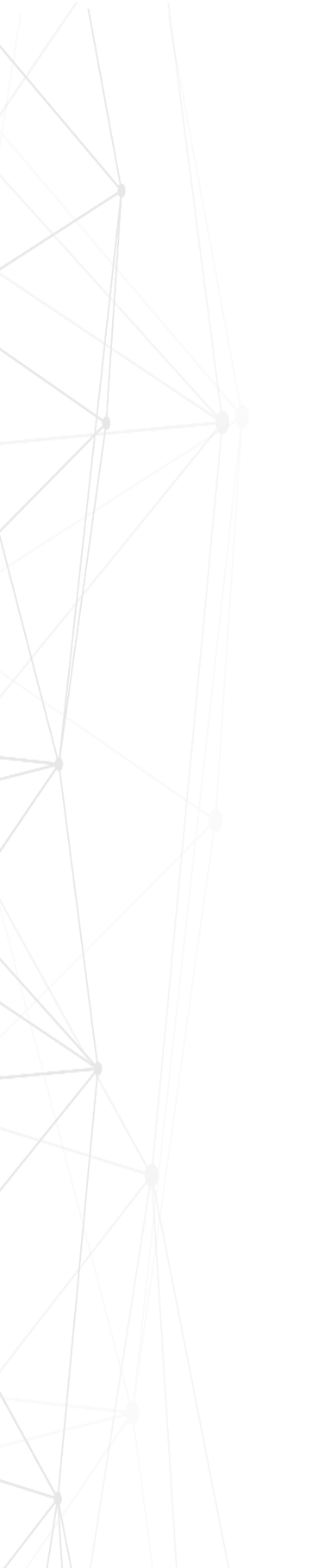
W przypadku zgrzewania ultradźwiękowego ciepło do połączenia detali uzyskuje się w wyniku drgań cząsteczek materiału, z którego są zbudowane. Drgania doprowadza się do jednego z detali w wyniku dociśnięcia do niego narzędzia ultradźwiękowego (sonotrody). Następnie są one przewodzone przez materiał do miejsca styku detali, gdzie zmieniają się w ciepło potrzebne do uzyskania połączenia. Ciepło wydziela się w wyniku wzajemnych drgań cząsteczek materiałów zgrzewanych i powierzchni zgrzewanych.
Drgania są wytwarzane przez układ składający się z przetwornika piezoceramicznego, który potrafi zmieniać impulsy napięciowe na drgania mechaniczne. Drgania są odbierane przez falowód i przekazywane do narzędzia. Do pobudzenia przetwornika niezbędny jest generator wytwarzający prąd o odpowiednim napięciu i częstotliwości.
Zgrzewanie ultradźwiękowe jest procesem najbardziej skomplikowanym technicznie i jak każdy z wymienionych procesów ma ograniczone zastosowanie. Ma jednak też szereg zalet, do których należą: możliwość bardzo precyzyjnego dawkowania wielkości energii potrzebnej do zgrzewania oraz wydzielenia jej w ściśle określonym miejscu.

Do zgrzewania większych gabarytowo detali stosuje się niższe częstotliwości (najczęściej 20 kHz), do detali mniejszych stosuje się najczęściej 35 kHz, 36 kHz i 40 kHz (w zależności od producenta urządzenia). Przykłady detali zgrzewanych ultradźwiękowo.


Zgrzewanie gorącą płytą
Proces zgrzewania gorącą płytą przebiega następująco:
- włożenie detali w gniazda pozycjonujące ich wzajemne położenie. Dolny detal na ogół spoczywa pod własnym ciężarem, a górny jest podtrzymywany podciśnieniowo
- wsunięcie gorącej płyty pomiędzy detale
- dosunięcie detali do płyty, najczęściej grzałka pokryta jest materiałem zapobiegającym przywieraniu do niej ogrzewanych detali
- po ogrzaniu detale rozsuwają się, a płyta zostaje wycofana
- detale są dosunięte do siebie i dociśnięte z odpowiednią siłą
- gniazda detali rozsuwają się, detal jest gotowy do wyjęcia
Parametrami procesu są: temperatura płyty grzejnej, czas nagrzewania, siła i czas docisku, Wartości tych parametrów zależą od rodzaju zgrzewanych materiałów i kształtu zgrzewanych powierzchni i najczęściej dobiera się je doświadczalnie. Współczesne urządzenia umożliwiają zaprogramowanie przebiegu procesów i jego parametrów. Spośród wymienionych metod, zgrzewanie gorącą płytą jest procesem najwolniejszym, za to można zgrzewać duże i bardzo duże detale. W konstrukcji detali przeznaczonych do zgrzewania tą metodą należy odpowiednio ukształtować powierzchnie zgrzewane tak, aby nie następowało niepotrzebne nagrzewanie i uplastycznianie fragmentów nie podlegających zgrzewaniu, co zapobiegnie deformowaniu obrabianych detali. Należy także przewidzieć od 1,2 - 2,5 mm nadmiaru materiału w miejscach zgrzewania na ich wzajemne ściśnięcie i wymieszanie. Pewną wadą jest powstawanie wypływki wzdłuż linii zgrzewania. Można tego uniknąć odpowiednio konstruując detale i kształtując powierzchnię płyty grzejnej. Związane to jest jednak z dodatkowymi kosztami. W przypadku mniejszych elementów można zwiększyć wydajność procesu stosując gniazda do zgrzewania kilku kompletów detali jednocześnie. 
Kontakt
SonicArts Andrzej Waseńczuk
ul. Dorodna 16, 03-195 Warszawa